
Duis mollis, est non commodo luctus, nisi erat porttitor ligula, eget lacinia odio sem nec elit. Morbi leo risus, porta ac consectetur ac, vestibu lum at eros. Nulla vitae elit libero, a pharetra augue.
Insights About Conductivity
Duis mollis, est non commodo luctus, nisi erat porttitor ligula, eget lacinia odio sem nec elit. Morbi leo risus, porta ac consectetur ac, vestibu lum at eros. Nulla vitae elit libero, a pharetra augue.

Precommissioning Problems
Duis mollis, est non commodo luctus, nisi erat porttitor ligula, eget lacinia odio sem nec elit. Morbi leo risus, porta ac consectetur ac, vestibu lum at eros. Nulla vitae elit libero, a pharetra augue.
Target Plate Impacts
Target Plate Impacts
Consulting About Steam Blowing
A few days ago, we were consulted about a very interesting case that I would like to share my opinion as it would be useful for engineers involved with commissioning:
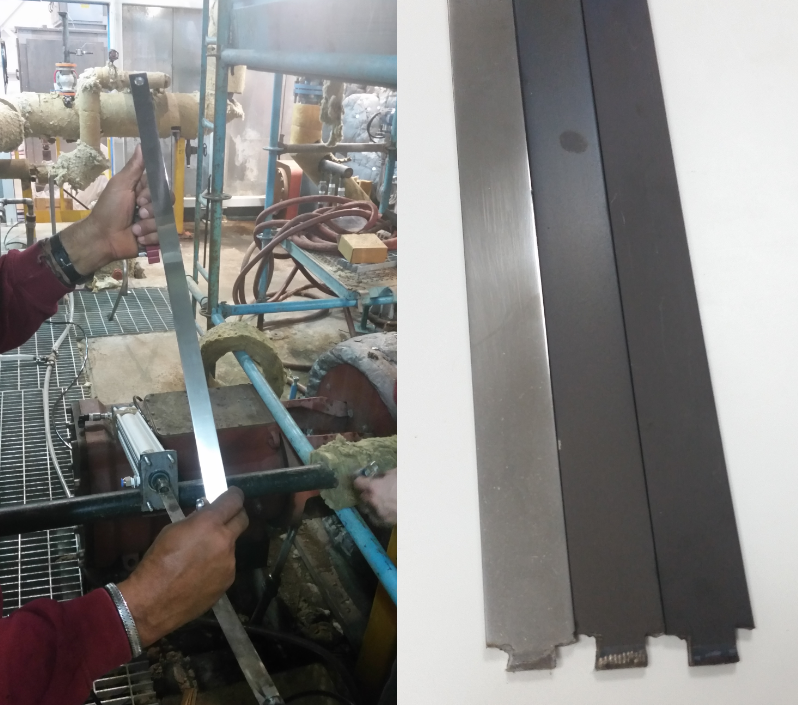
Can carryovers and/or water droplets affect the target plate during steam blowing?
Yes indeed. Carryovers can affect final results, specifically magnetite particles in the outer oxide layer that are not consistently attached to the surface and are driven off the drum.
Solution
This can be solved running the boiler at high pressure for a few days right before steam blowing starts, to allow steel increasing thickness, degree of compaction and hardness of the protective layer.
However, there are other few factors that may contribute to this happening and should be avoided, for instance, intermittent decompressions, chemical instabilities, defective chemical cleaning, insufficient blowdowns, operation with high level in the drum or low steam quality, among other deficiencies. Water droplets can also be a source of impingement and produce false reading of the pipe cleanliness.
For this purpose, it is recommended to place the target upstream temporary desuperheaters, prevent drains from clogging that can overflow driplegs and get dragged by steam, and finally make sure to get rid of all condensation during warmup stage.
FAC Corrosion
FAC Corrosion
Description
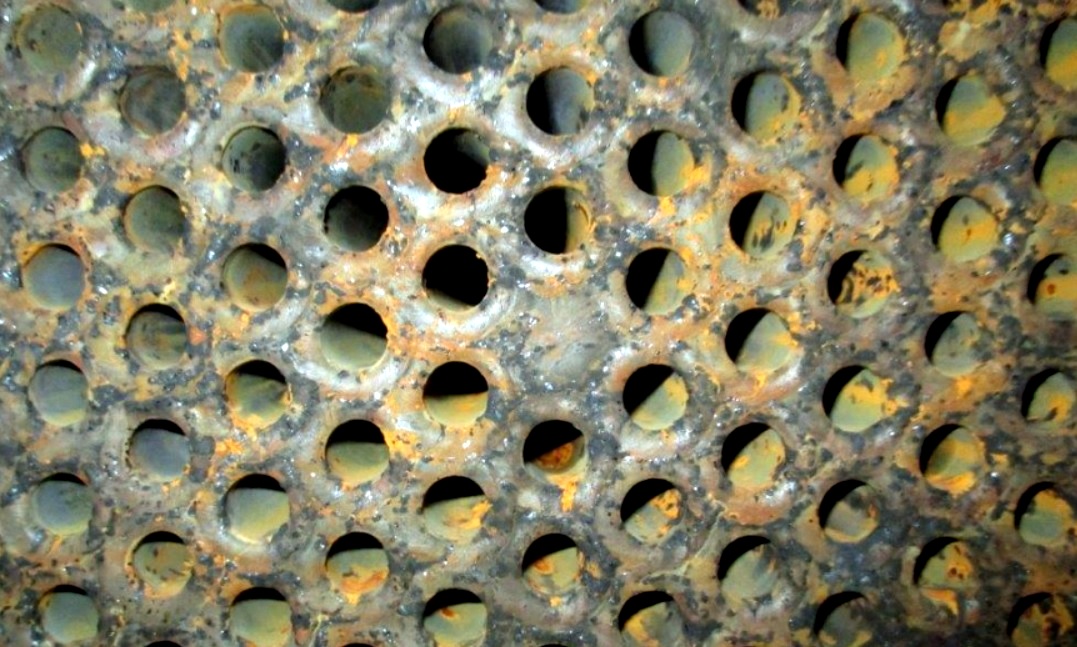
When a steel surface is in contact with water under specific chemical and thermodynamic conditions, an oxide protective layer of magnetite (Fe3O4) is developed. Controlling the growth mechanism, the morphology and the solubility of such corrosion product it is possible to minimize the risk of failure and extend the life-time of the plant. The presence of O2 in the water chemistry is well known to be the most harmful corrosion catalyst.
For this purpose, oxide scavenger is generally dosed as protective agent which also contributes to build a film of magnetite. However, this common practice can be quite detrimental in the low temperature regions of the plant where the thermodynamic solubility equilibrium cannot be reached, and magnetite is been formed in the temperature range of maximum dissolution. As a result, single-phase FAC mechanism will lead to general corrosion.
Solution
Solution: keep O2 concentration high to change the Schikorr reaction kinetic to the formation of ferric oxide hydrate (FeOOH) which is stable at low temperature. The following photo shows the frontal baffle plate of a feedwater heater affected by flow-accelerated corrosion

Kraft Recovery Boilers
Kraft Recovery Boilers
Be Aware Of...
The Kraft process is a conversion reaction in which wood chips are digested in a batch reactor, at high alkaline water solution of NaOH and Na2S, to break up the lignin that holds the wood fibers together while obtaining almost pure cellulose, the main component of paper.
The waste stream produced from this industrial process is an aqueous black slurry, which contains great heat value due to its significant organic content, mainly, lignin and aliphatic carboxylic acids. The residual is dried in a multiple-effects evaporator to increase its solid content up to about 75% in weight.
Then, this concentrated slurry is atomized and combusted in Kraft Recovery Boiler to produce steam for self-consumption or electricity generation. However, the residual is also composed of inorganic species, including Na, K, S, Cl and C.
These elements are volatilized in the furnace of the boiler, where many complex reaction mechanisms occur at different air levels, producing a great variety of chemical compounds such as Na2SO4, KCl, K2SO4 and Na2CO3. All of them are carried in the flue gases as fly ashes.
Here is the bad thing…carryover particles deposit in the front and backside of the superheaters causing rock-like formations that can block the entire unit and cause devastating consequences. The effects are shown in the below picture, which I took in an inspection during a shutdown.

Conductivity Changes
Conductivity Changes
General View
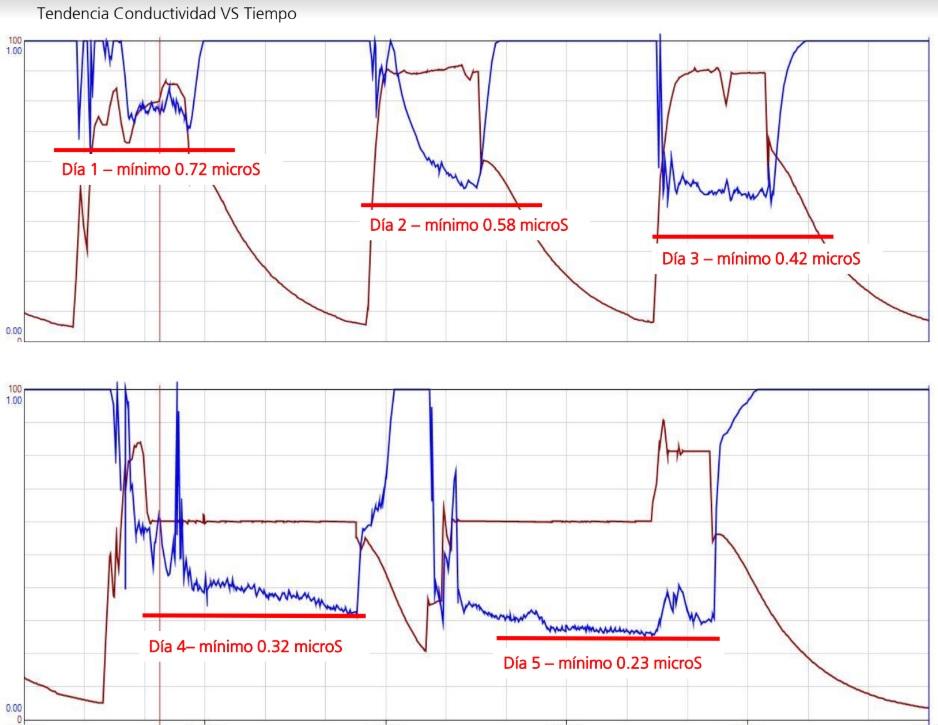
Conductivity is an inherent property of water that measures the electrical current flowing through the ionic species in a solution; therefore, the higher the concentration of ions, the greater the likelihood of electrochemical reactions with the metal surface of the system that may precede corrosion.
However, even considering high purity water, operational conditions may also have an impact in the way conductivity may vary:
Low temperature
– if pressure rises, conductivity drops down.
High temperature
– If pressure rises, conductivity rises
– If pressure drops, conductivity rises
Constant Temperature
– If pressure is constant, conductivity drops
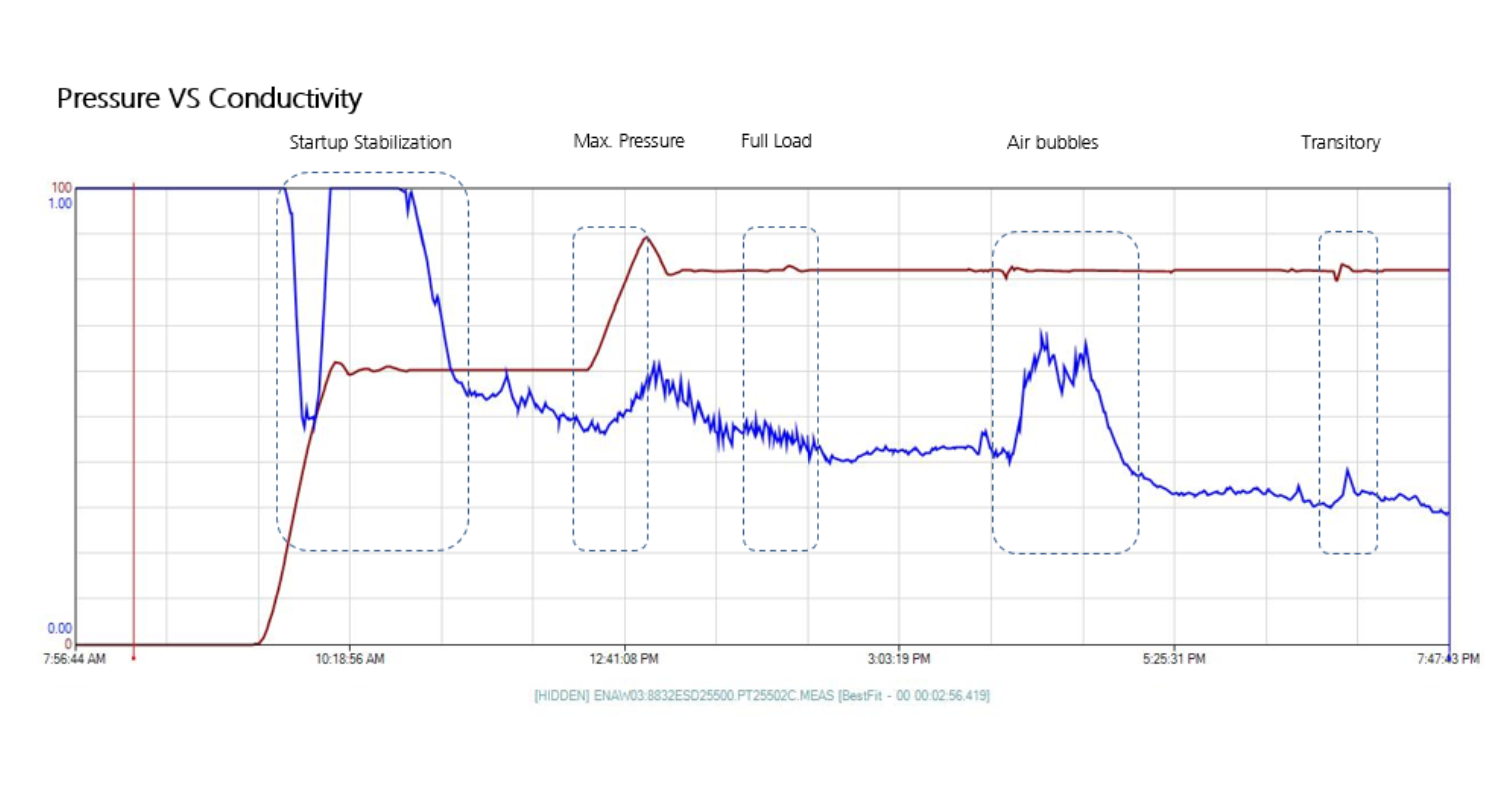
– If pressure is constant and conductivity increases, then consider this:
– Presence of air in the sampling
– Saturation of resins
– Decompensation in the dosing
– Hideout (check chemical treatment)
That is of special importance during commissioning due to the transient nature of the operation at this stage. Follow Pressure (red) VS Conductivity (blue)
Short-Term Overheating
Short-Term Overheating
Background
Commissioning is likely the most critical stage in the life time of a power plant due to the transient conditions which boilers are subjected to.
From the first ramp-up to normal operation, the plant is exposed to a variety of transitory conditions, thermal expansions cycles, chemical excursion and equipment adjustments that potentially increase the chance of failure.
Description
Short-term overheating is the primary cause of tube damage encountered during commissioning. The nature of this problem is mainly due to blockage in the fluid path by the inclusion of foreign materials, surface detachments and/or deposition.
Obstructions can also happen as a result of chemical cleaning when residues are not effectively removed from the system.
Analysis of the Problem
The attached photo displays an example of overheating where metal scales were found clogging all over the internal surface in the lower section of a solar preherater.
Dissimilar polarity between the scale and the tube material in the point of contact did influence changes in the electrical potential of each material forming a corrosion cell and promoting the growth of deposition.
Consequently, deposits decreased the heat transfer leading to the formation of bulges, micro-cracks and finally boiler tube burst.

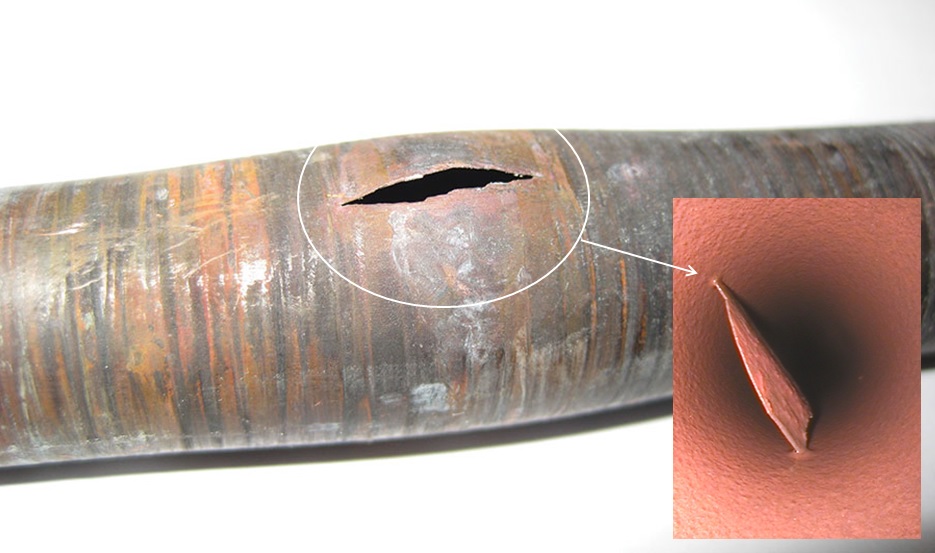
Chloride Attack on CS
Chloride Attack on CS
Background
This photo illustrates the corrosion pattern of chloride attack on carbon steel and it was taken during an inspection carried out in a cooling water pump of a steam-water cycle.
Description
The pump was subject to severe degeneration due to the formation of corrosion cells in which the corrosion product forms complex structures known as tubercles. The presence of chlorides will destroy the passive film, promote the accumulation of deposits and reduce the oxygen content in those regions. This will create gradients of anaerobic zones which produce acidic conditions and differences in the electrochemical potential. As a consequence, the equipment is generally drastically affected and fated to failure.
The formation of tubercles is primary controlled by the water chemistry, conductivity, oxygen concentration, and temperature. This phenomenon is common in cooling systems when operating with deficient water treatment and chloride levels around 200-300 ppm.
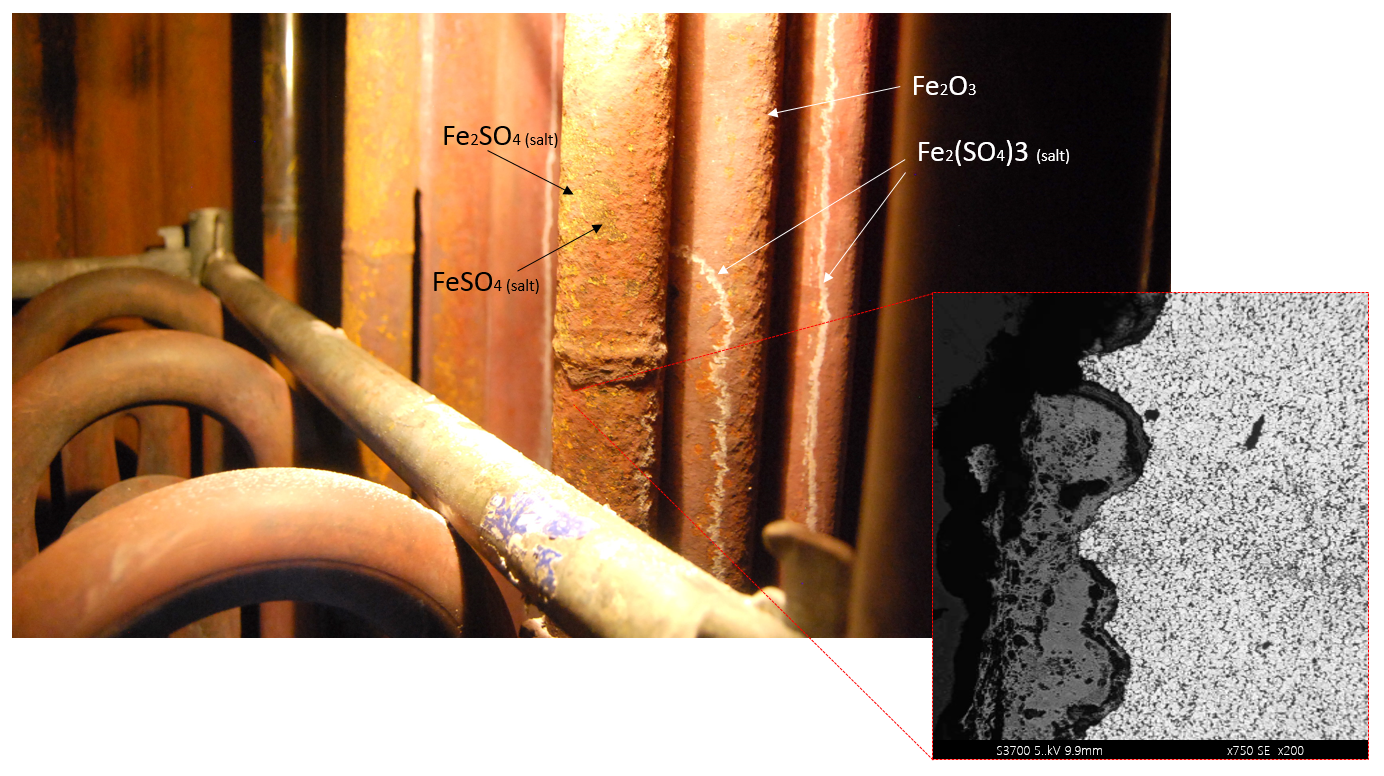
Back-End Corrosion
Back-End Corrosion
Background
When sulphur is present in natural gas, the average content is generally around 0.01% and it comes in the form of hydrogen sulfide.
Problem
Even in small quantities, sulfides will react with atomic oxygen in the flame zone of the combustion chamber to be converted to sulphur dioxide and subsequently oxidized to a small extent of its trioxide structure, along with other products such as carbon dioxide and water vapor.
This reaction is favored by the presence of iron (III) oxide, acting as an effective catalyst for a more heterogeneous and extensive oxidation.
Eventually, sulfur trioxide will bond with moisture in the flue gas to form sulfuric acid which could lead to severe corrosion attack and irreversible damage in the boiler tubes.
Actions For Mitigation
The appearance of back-end corrosion is shown in this photo I took during an inspection conducted in a recovery boiler. The following actions were proposed to successfully mitigate and control the corrosion effects:
- Minimum tube wall temp ºC above dew point by controlling feed water flow
- Installation of a sensor for continuous DP monitoring
- Increase of deaerator pressure
- Installation of sacrificial shield deflectors
- Permit condensation in main critical cold zones by replacing existing material with chrome-nickel alloys.