Erosion-Corrosion
Introduction
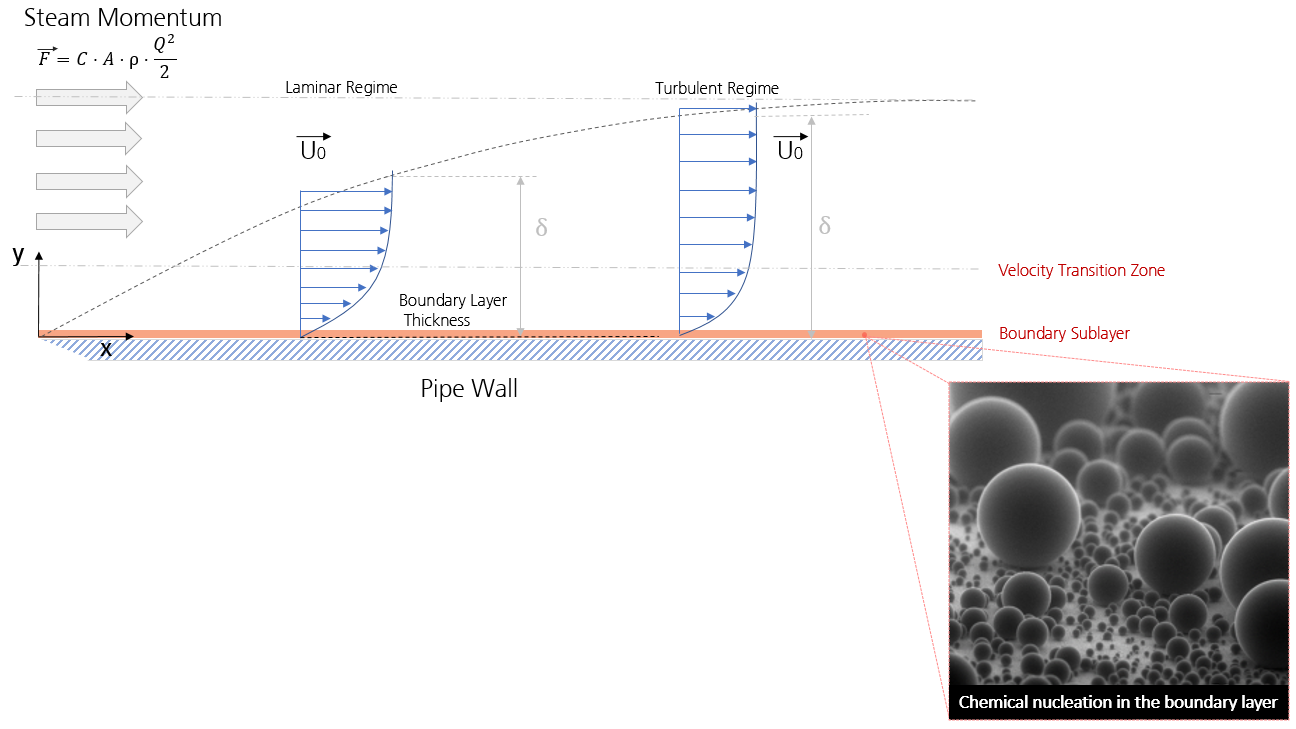
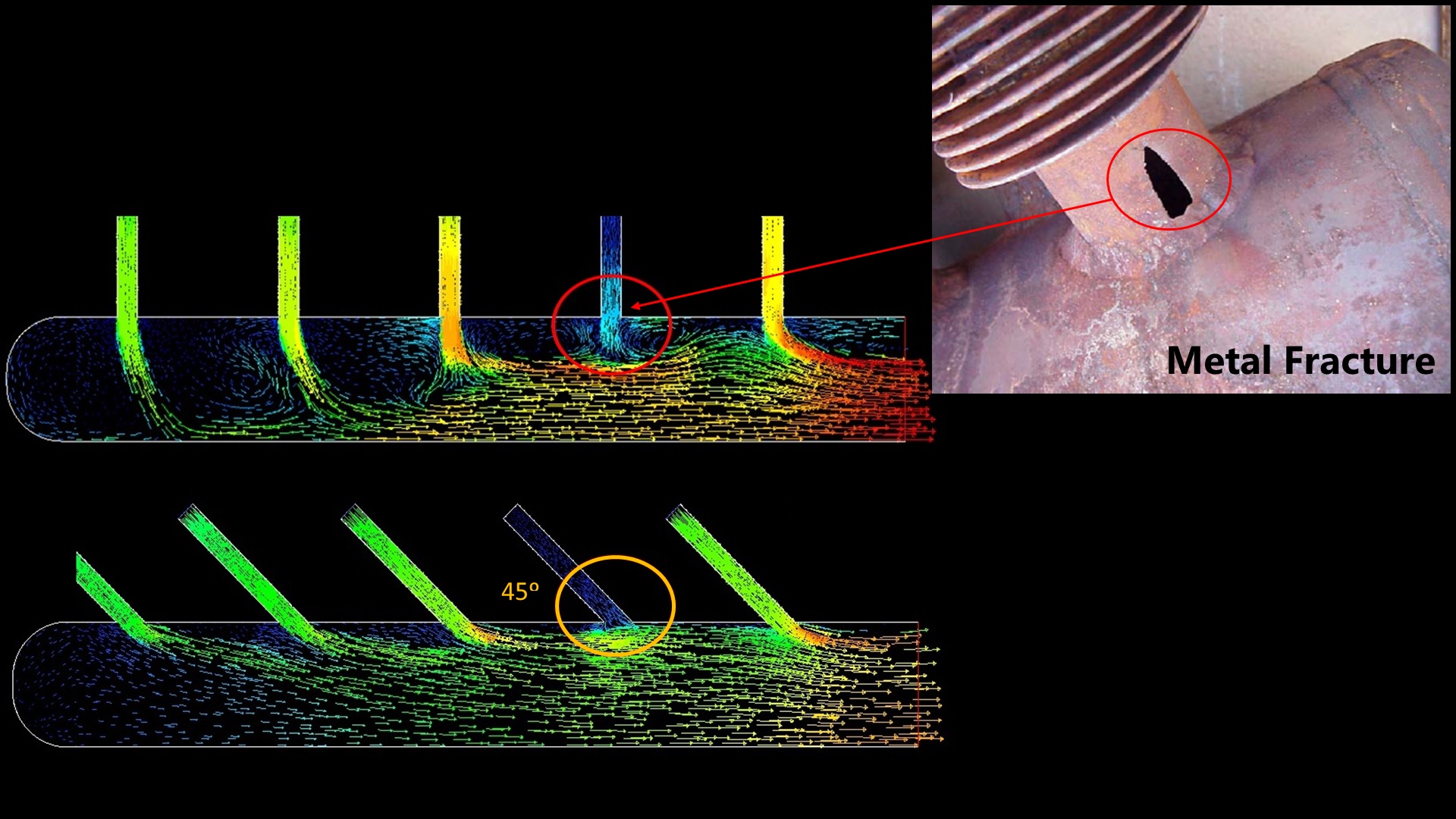
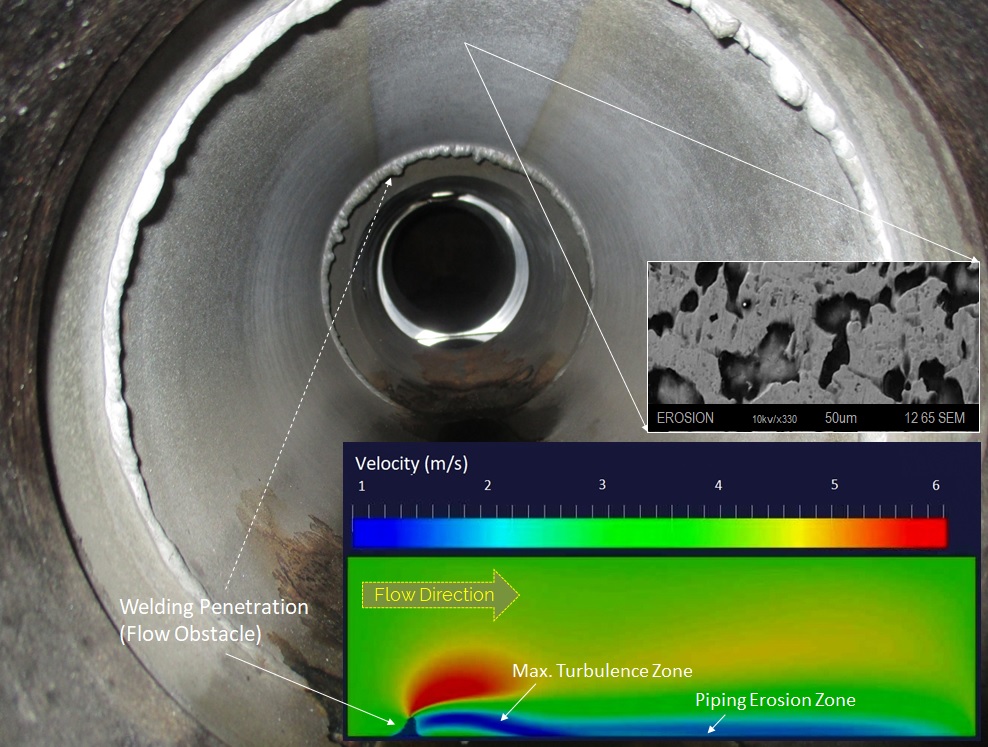
Erosion degradation on the outside of cold reheat tubes are due to mechanical action, frequently by impingement of wet steam and/or high-velocity flow. Impingement can be controlled by placing baffle plate tray protections upstream the heat exchanger module; high velocity flow can be handled by oversizing inlet nozzle diameter. However, the effects depicted in the photo represent a more complex failure mechanism commonly encounter during the commissioning of a power plant.
Conclusions
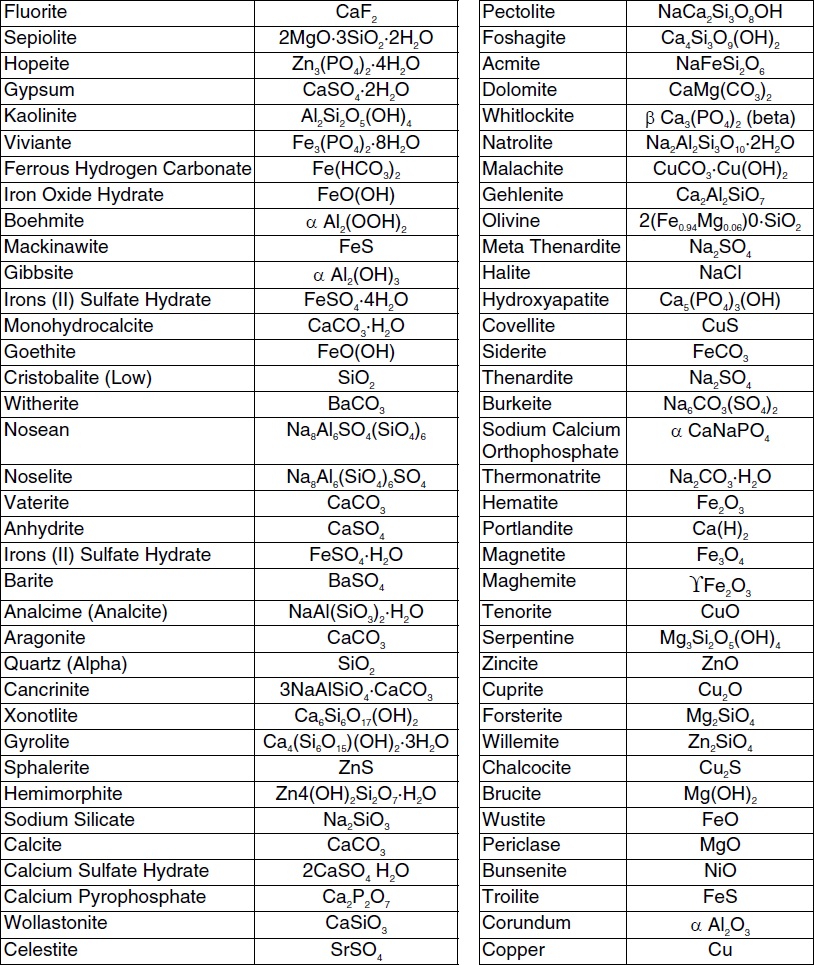
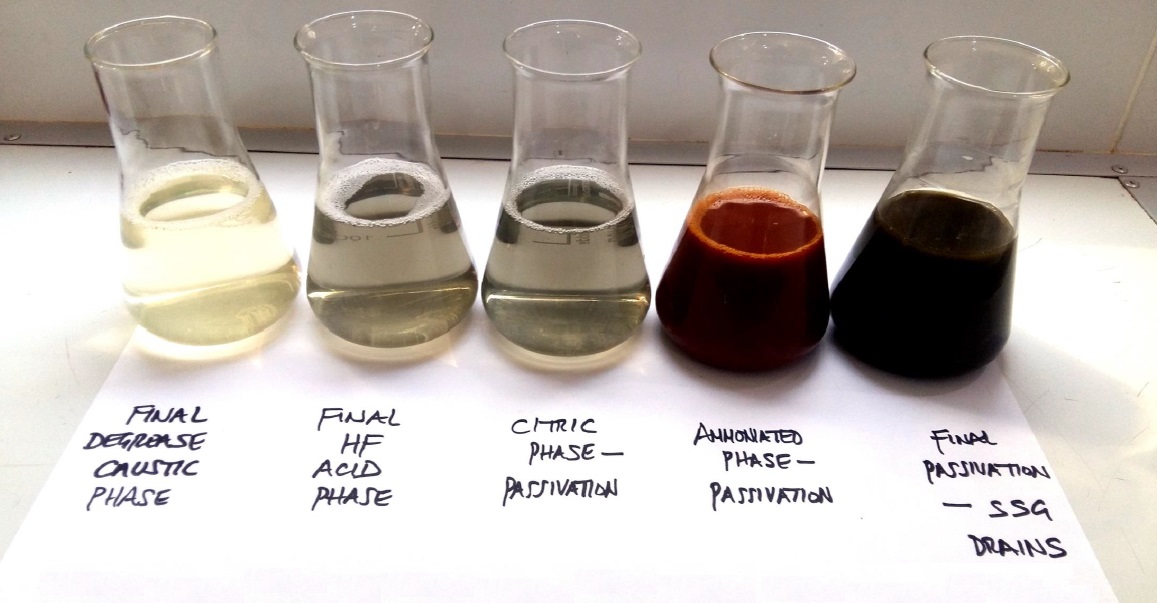
A comprehensive investigation conducted revealed the presence of high amount of iron citrate deposits in most of the impingement cavities. Also it became apparent the existence of strong and general abrasion in the interface tube-baffle. The reason of this failure was due to a combination of an unsatisfactory chemical cleaning operation and an incorrect steam blowing design.