A Few Corrections To Avoid Hideout Effects
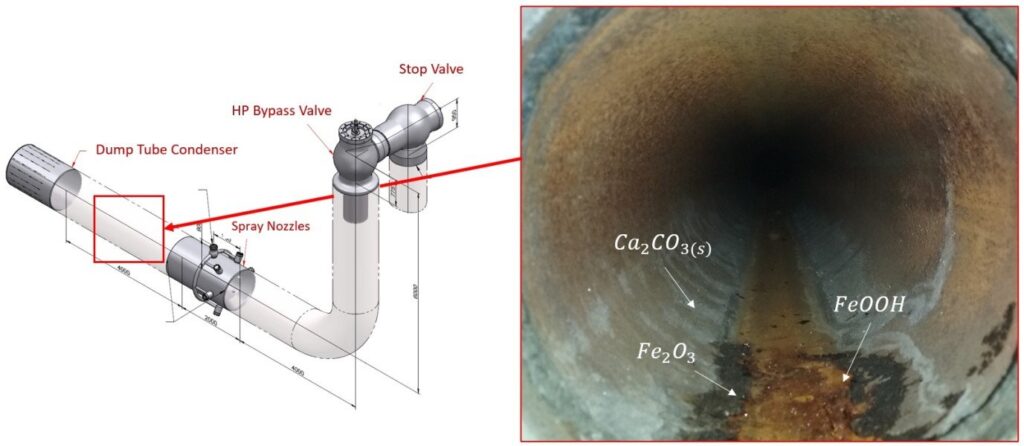
The phenomenon of scaling is a type of fouling typically observed in heat exchangers, steam generators and cooling systems. It is caused by the interaction of chemical species dissolved in the water to form inorganic salts. The most common species which bring about the formation of scales are calcium and sodium-based compounds. The solubility of […]
A Few Corrections To Avoid Hideout Effects Read More »